工作機械・機械工具をトータルサポートするITTOKU GROUP

- サイトトップ
- アラサ標準片
アラサ標準片
アラサ標準片とは?
工作物の表面粗さを測定する場合、機械式の粗さ測定機を用いて数値を求める方法と、予め加工方法毎に基準を満たして製作されている表面粗さ標準片と現品を視覚、触覚にて比較して判断する方法と大きく分けて二通りの方法があります。
日本金属電鋳の『アラサ標準片』は後者の比較用粗さ標準片です。
視覚による比較と触覚による比較がありますが、触覚による比較の場合の方が精度が高いようです。
※本製品は、表面粗さ測定機等のマスターゲージとしてはご使用できません。
アラサの表示
- 最大高さ(Rmax Ry Rz):粗さ曲線から基準長Lを抜き取り、最低値から最高値までの高さをミクロン単位で表示
- 中心線平均粗さ(Ra):粗さ曲線から基準長Lを抜き取り、次式により求められた平均値をミクロン単位で表示
算術平均粗さ
- 十点平均粗さ(Rz Rzjis):旧規格のRz、2001年JIS規格より除外、新Rzと区別するためRzjisと表示
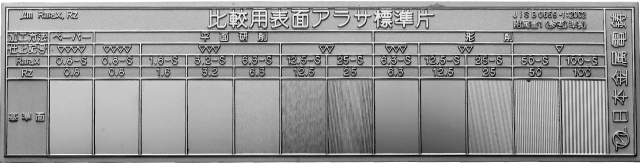
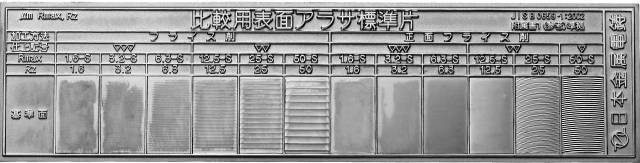
アラサ標準片の種類
日本金属電鋳のアラサ標準片は、加工方法、粗さの規格毎に18種類の製品があります
大きく分けて平面(主にフライス加工)、円筒(主に旋盤加工)、放電加工面、ガス切断、ガス溶断

| 型式 | 加工法 | ▽ | ▽▽▽▽ | ▽▽▽ | ▽▽ | ▽ | 概要 | ||||||||
| Rmax | 0.2S | 0.4S | 0.8S | 1.6S | 3.2S | 6.3S | 12.5S | 18S | 25S | 35S | 50S | 100S | |||
| Ry,Rz | 0.2 | 0.4 | 0.8 | 1.6 | 3.2 | 6.3 | 12.5 | 18 | 25 | 35 | 50 | 100 | |||
| 平 面 | へーパー仕上 | 〇 | 2枚1組 | ||||||||||||
| 研削 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | |||||||||
| 形削り | 〇 | 〇 | 〇 | 〇 | 〇 | ||||||||||
| フライス | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | |||||||||
| 正面フライス | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | |||||||||
| 円筒外面 | 研削 | 〇 | 〇 | 〇 | 1枚 | ||||||||||
| 丸削り | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | ||||||
| 手仕上面 | ペーパー仕上 | 〇 | 〇 | 〇 | 〇 | 〇 | 1枚 | ||||||||
| ヤスリ仕上 | 〇 | 〇 | 〇 | 〇 | 〇 | ||||||||||
| 教材用(平面) | へーパー仕上 | 〇 | 〇 | 〇 | 1枚 | ||||||||||
| 研削 | 〇 | 〇 | 〇 | ||||||||||||
| 形削り | 〇 | 〇 | 〇 | ||||||||||||
| ヤスリ仕上 | 〇 | 〇 | 〇 | ||||||||||||
| ラップ仕上面 | 〇 | 〇 | 〇 | 1枚 | |||||||||||
| 型式 | 加工法 | ▽ | ▽▽▽▽ | ▽▽▽ | 概要 | ||||
| Rmax | 0.2S | 0.4S | 0.8S | 1.6S | 3.2S | 6.3S | |||
| Ry,Rz | 0.2 | 0.4 | 0.8 | 1.6 | 3.2 | 6.3 | |||
| 平 面 | へーパー仕上 | 〇 | 2枚1組 | ||||||
| 研削 | 〇 | 〇 | 〇 | 〇 | |||||
| 形削り | 〇 | ||||||||
| フライス | 〇 | 〇 | 〇 | ||||||
| 正面フライス | 〇 | 〇 | 〇 | ||||||
| 円筒外面 | 研削 | 〇 | 〇 | 〇 | 1枚 | ||||
| 丸削り | 〇 | 〇 | 〇 | ||||||
| 手仕上面 | ペーパー仕上 | 〇 | 〇 | 〇 | 〇 | 〇 | 1枚 | ||
| ヤスリ仕上 | 〇 | 〇 | |||||||
| 教材用(平面) | へーパー仕上 | 〇 | 〇 | 〇 | 1枚 | ||||
| 研削 | 〇 | 〇 | 〇 | ||||||
| 形削り | 〇 | ||||||||
| ヤスリ仕上 | 〇 | 〇 | |||||||
| ラップ仕上面 | 〇 | 〇 | 〇 | 1枚 | |||||
| 型式 | 加工法 | ▽▽ | ▽ | 概要 | ||||
| 12.5S | 18S | 25S | 35S | 50S | 100S | |||
| 12.5 | 18 | 25 | 35 | 50 | 100 | |||
| 平 面 | へーパー仕上 | 2枚1組 | ||||||
| 研削 | 〇 | 〇 | ||||||
| 形削り | 〇 | 〇 | 〇 | 〇 | ||||
| フライス | 〇 | 〇 | 〇 | |||||
| 正面フライス | 〇 | 〇 | 〇 | |||||
| 円筒外面 | 研削 | 1枚 | ||||||
| 丸削り | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | ||
| 手仕上面 | ペーパー仕上 | 1枚 | ||||||
| ヤスリ仕上 | 〇 | 〇 | 〇 | |||||
| 教材用(平面) | へーパー仕上 | 1枚 | ||||||
| 研削 | ||||||||
| 形削り | 〇 | 〇 | ||||||
| ヤスリ仕上 | 〇 | |||||||
| ラップ仕上面 | 1枚 | |||||||
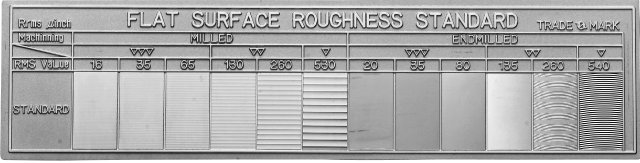
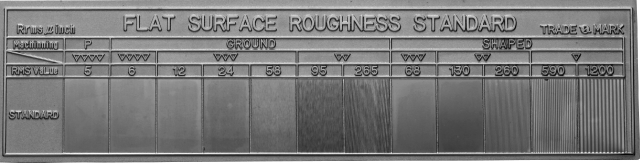
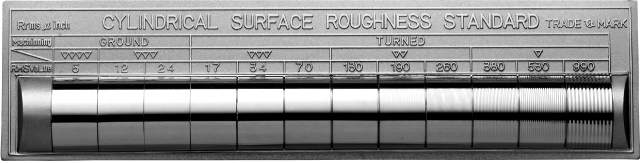
Rrms μinch
| 型式 | 加工法 | ▽ | ▽▽▽▽ | ▽▽▽ | ▽▽ | ▽ | 概要 | |||||
| FLAT SURFACE (平面) |
P | 5 | 2枚1組 | |||||||||
| GROUND | 6 | 12 | 24 | 58 | 95 | 265 | ||||||
| SHAPED | 68 | 130 | 260 | 590 | 1200 | |||||||
| ENDMILLED | 20 | 35 | 80 | 135 | 260 | 540 | ||||||
| MILLED | 19 | 35 | 65 | 130 | 260 | 530 | ||||||
| CYLINDROCAL (円筒) |
GROUND | 5 | 12 | 24 | 1枚 | |||||||
| TURNED | 17 | 34 | 70 | 130 | 190 | 260 | 530 | 990 | ||||
| 型式 | 加工法 | ▽ | ▽▽▽▽ | ▽▽▽ | 概要 | ||
| FLAT SURFACE (平面) |
P | 5 | 2枚1組 | ||||
| GROUND | 6 | 12 | 24 | 58 | |||
| SHAPED | 68 | ||||||
| ENDMILLED | 20 | 35 | 80 | ||||
| MILLED | 19 | 35 | 65 | ||||
| CYLINDROCAL (円筒) |
GROUND | 5 | 12 | 24 | 1枚 | ||
| TURNED | 17 | 34 | 70 | ||||
| 型式 | 加工法 | ▽▽ | ▽ | 概要 | |||
| FLAT SURFACE (平面) |
P | 2枚1組 | |||||
| GROUND | 95 | 265 | |||||
| SHAPED | 130 | 260 | 590 | 1200 | |||
| ENDMILLED | 135 | 260 | 540 | ||||
| MILLED | 130 | 260 | 530 | ||||
| CYLINDROCAL (円筒) |
GROUND | 1枚 | |||||
| TURNED | 130 | 190 | 260 | 530 | 990 | ||
| 放電加工面 | ▽ | ▽▽▽ | ▽▽ | ▽ | 1枚 | ||||||
| Rmax | 3.2S | 6.3S | 10S | 12.5S | 15S | 18S | 25S | 35S | |||
| Ry,Rz | 3.2 | 6.3 | 10 | 12.5 | 15 | 18 | 25 | 35 | |||
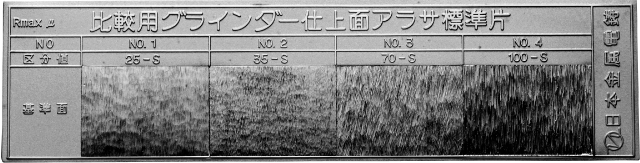
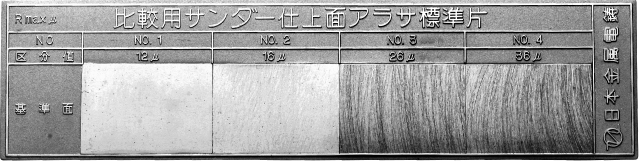
| 鋼板仕上面 (塗装下) |
グラインダー | Rmax | 25-S | 35-S | 70-S | 100-S | 2枚1組 |
| サンダー | - | 12μ | 16μ | 26μ | 36μ |

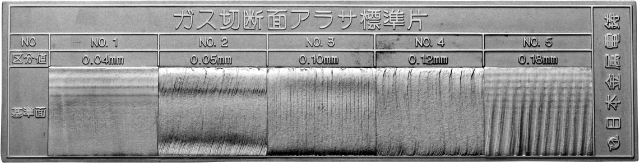
| ガス 切断A |
切断面 | 0.10 m/m |
0.12 m/m |
0.16 m/m |
0.25 m/m |
0.60 m/m |
1枚 | |
| ガス 切断B |
切断面 | 0.04 m/m |
0.05 m/m |
0.10 m/m |
0.12 m/m |
0.18 m/m |
1枚 |

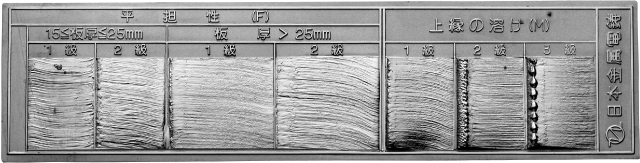
| ガス溶断面A,B | 溶断面 | A | 粗さ(R) | スラグ(S) | 2枚1組 | |||||
| 1級 50S | 2級 100S | 3級 200S | 1級 | 2級 | 3級 | 4級 | ||||
| B | 平坦性(F) | 上縁の溶け(M) | ||||||||
| 15m/m≦板厚≦25m/m | 板厚>25m/m | |||||||||
| 1級 | 2級 | 1級 | 2級 | 1級 | 2級 | 3級 | ||||
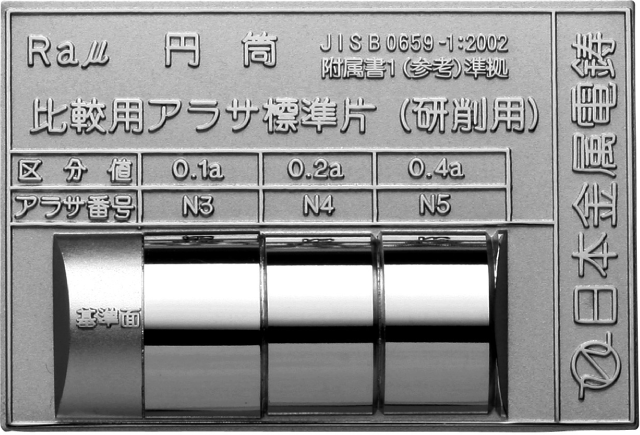
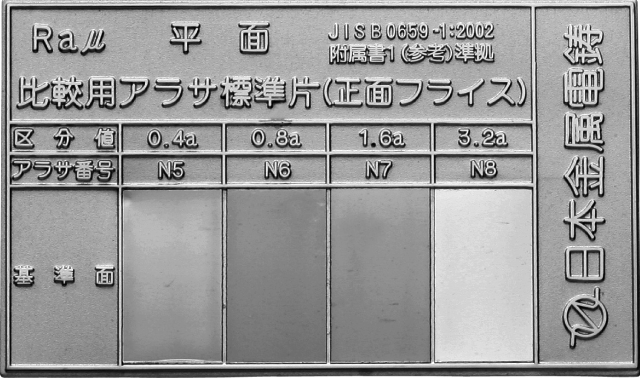

| 型式 | 加工法 | ▽ | ▽▽▽▽ | ▽▽▽ | ▽▽ | ▽ | 概要 | ||||
| Ra | 0.1a | 0.2a | 0.4a | 0.8a | 1.6a | 3.2a | 6.3a | 12.5a | |||
| 番号 | N3 | N4 | N5 | N6 | N7 | N8 | N9 | N10 | |||
| 平面 | 研削 | 〇 | 〇 | 〇 | 〇 | 1枚 | |||||
| 平面 | 形削り | 〇 | 〇 | 〇 | 〇 | 1枚 | |||||
| 平面 | フライス | 〇 | 〇 | 〇 | 〇 | 1枚 | |||||
| 平面 | 正面 フライス |
〇 | 〇 | 〇 | 〇 | 1枚 | |||||
| 円筒 | 研削 | 〇 | 〇 | 〇 | 1枚 | ||||||
| 円筒 | 丸削り | 〇 | 〇 | 〇 | 〇 | 1枚 | |||||
アラサ標準片の範囲 JIS B 0659-1:2002付属書1(参考)より引用
Rmax Ry Rzの比較用粗さ標準片の範囲
| 粗さ表示方法 | ▽ | ▽▽▽▽ | ▽▽▽ | ▽▽ | ▽ | ||||||||
| Rmax | 0.1S | 0.2S | 0.4S | 0.8S | 1.6S | 3.2S | 6.3S | 12.5S | 25S | 50S | 100S | 200S | |
| Ry,Rz | 0.1 | 0.2 | 0.4 | 0.8 | 1.6 | 3.2 | 6.3 | 12.5 | 25 | 50 | 100 | 200 | |
| 粗さの範囲μm | 最小値 | 0.08 | 0.17 | 0.33 | 0.66 | 1.3 | 2.7 | 5.2 | 10.0 | 21.0 | 42.0 | 83.0 | 166 |
| 最大値 | 0.11 | 0.22 | 0.45 | 0.90 | 1.8 | 3.6 | 7.1 | 14 | 28 | 56 | 112 | 224 | |
Raの比較用粗さ標準片の範囲
| 粗さ表示方法 | ▽ | ▽▽▽▽ | ▽▽▽ | |||||
| Rmax | 0.1S | 0.2S | 0.4S | 0.8S | 1.6S | 3.2S | 6.3S | |
| Ry,Rz | 0.1 | 0.2 | 0.4 | 0.8 | 1.6 | 3.2 | 6.3 | |
| 粗さの範囲μm | 最小値 | 0.08 | 0.17 | 0.33 | 0.66 | 1.3 | 2.7 | 5.2 |
| 最大値 | 0.11 | 0.22 | 0.45 | 0.90 | 1.8 | 3.6 | 7.1 | |
| 粗さ表示方法 | ▽▽ | ▽ | |||
| 12.5S | 25S | 50S | 100S | 200S | |
| 12.5 | 25 | 50 | 100 | 200 | |
| 粗さの範囲μm | 10.0 | 21.0 | 42.0 | 83.0 | 166 |
| 14 | 28 | 56 | 112 | 224 | |
| 粗さ表示方法 | ▽ | ▽▽▽▽ | ▽▽▽ | ▽▽ | ▽ | ||||||||
| Ra | 0.025a | 0.05a | 0.1a | 0.2a | 0.4a | 0.8a | 1.6a | 3.2a | 6.3a | 12.5a | 25a | 50a | |
| 粗さの範囲μm | 最小値 | 0.02 | 0.04 | 0.08 | 0.17 | 0.33 | 0.66 | 1.3 | 2.7 | 5.2 | 10 | 21 | 42 |
| 最大値 | 0.03 | 0.06 | 0.11 | 0.22 | 0.45 | 0.9 | 1.8 | 3.6 | 7.1 | 14 | 28 | 56 | |
| 粗さ番号 | 記号 | N1 | N2 | N3 | N4 | N5 | N6 | N7 | N8 | N9 | N10 | N11 | N12 |
| 粗さ表示方法 | ▽ | ▽▽▽▽ | ▽▽▽ | |||||
| Ra | 0.025a | 0.05a | 0.1a | 0.2a | 0.4a | 0.8a | 1.6a | |
| 粗さの範囲μm | 最小値 | 0.02 | 0.04 | 0.08 | 0.17 | 0.33 | 0.66 | 1.3 |
| 最大値 | 0.03 | 0.06 | 0.11 | 0.22 | 0.45 | 0.9 | 1.8 | |
| 粗さ番号 | 記号 | N1 | N2 | N3 | N4 | N5 | N6 | N7 |
アラサ標準片 選定表
| 粗さ表示方法 | ▽▽ | ▽ | |||
| 3.2a | 6.3a | 12.5a | 25a | 50a | |
| 粗さの範囲μm | 2.7 | 5.2 | 10 | 21 | 42 |
| 3.6 | 7.1 | 14 | 28 | 56 | |
| 粗さ番号 | N8 | N9 | N10 | N11 | N12 |
| 使用機械 | 使用工具 | 加工面 | 粗さ規格 | アラサ標準片 |
| フライス盤 | エンドミル | 側刃加工面 | Rmax,Ry,Rz | 平面アラサ標準片 |
| Ra | Ra用フライス | |||
| Rrms | 平面Rrmsアラサ標準片 | |||
| 底刃加工面 | Rmax,Ry,Rz | 平面アラサ標準片 | ||
| Ra | Ra用正面フライス | |||
| Rrms | 平面Rrmsアラサ標準片 | |||
| 正面フライスカッター | 平面 | Rmax,Ry,Rz | 平面アラサ標準片 | |
| Ra | Ra用正面フライス | |||
| Rrms | 平面Rrmsアラサ標準片 | |||
| 旋 盤 | バイト | 外径旋削面 | Rmax,Ry,Rz | 円筒外面アラサ標準片 |
| Ra | Ra用丸削り用 | |||
| Rrms | 円筒Rrmsアラサ標準片 | |||
| 端面加工用バイト | 端面 | Rmax,Ry,Rz | 平面アラサ標準片 | |
| Ra | Ra用正面フライス | |||
| Rrms | 平面Rrmsアラサ標準片 | |||
| 平面研削盤 | 砥石 | 平面 | Rmax,Ry,Rz | 平面アラサ標準片 |
| Ra | Ra用研削用 | |||
| 円筒研削盤 | 砥石 | 外径面 | Rmax,Ry,Rz | 円筒外面アラサ標準片 |
| Ra | Ra用円筒研削用 | |||
| 平削り盤 | セーバーバイト | 平面 | Rmax,Ry,Rz | 平面アラサ標準片 |
| Ra | Ra用形削り用 | |||
| 形削り盤 | セーバーバイト | 平面 | Rmax,Ry,Rz | 平面アラサ標準片 |
| Ra | Ra用形削り用 | |||
| 放電加工機 | 平面 | Rmax,Ry,Rz | 放電加工アラサ標準片 | |
| ラッピング盤 | 平面 | Rmax,Ry,Rz | ラップ仕上面アラサ標準片 |
| 加工物,加工方法 | 使用工具 | 加工面 | 粗さ規格 | アラサ標準片 |
| ガス切断 | 切断面 | 0.1mm~0.60mm | ガス切断面アラサ標準片A | |
| 0.04mm~0.18mm | ガス切断面アラサ標準片B | |||
| ガス切断 | 溶断面 縁の溶け,スラグ 平坦性(F),粗さ(M) |
ガス溶断面アラサ標準片 | ||
| 鋼板 | グラインダー サンダー |
平面 | Rmax,Ry,Rz | 鋼板仕上面アラサ標準片 |
| 手仕上面 | ペーパー仕上 ヤスリ仕上 |
平面 | Rmax,Ry,Rz | 手仕上面アラサ標準片 |
| 教材用 | ペーパー仕上 研削 形削り ヤスリ仕上 |
平面 | Rmax,Ry,Rz | 教材用平面アラサ標準片 |